氮化炉结构、工作过程、工作原理和生产应用
摘要:氮化炉又称为氮化热处理炉,主要用于金属的氮化处理,相比其他设备具有处理温度低,时间较短,变形较小的优点.
氮化炉又称为氮化热处理炉,主要用于金属的氮化处理,相比其他设备具有处理温度低,时间较短,变形较小的优点。经氮化处理的制品具有优异的耐磨性、耐疲劳性、耐蚀性及耐高温的特性,氮化后的产品氮化均匀、质量稳定。

氮化炉
氮化炉主要结构
氮化炉包括炉体、炉盖、通气装置、冷却装置以及物料架,炉盖配合炉体盖接于其上并围成一收容空间,通气装置、冷却装置和物料架收容于炉体内,物料架包括托盘和多个支撑杆,支撑杆与炉体固定连接,多个支撑杆支撑托盘设于收容空间内,托盘包括多个导流槽和多个呈阵列设置的通气孔,导流槽连通相邻两个通气孔。
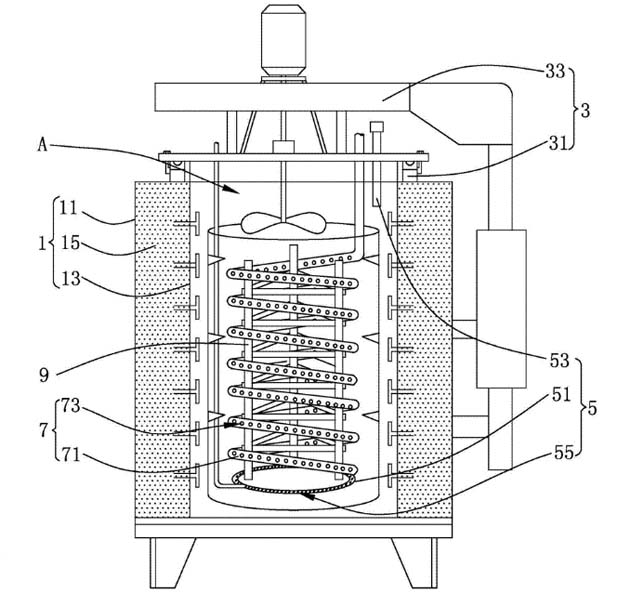
井式氮化炉结构图
托盘还包括靠近炉体顶部的顶面、与顶面相对设置的底面、以及连接顶面和底面的侧面,通气孔贯穿顶面和底面,导流槽自底面向顶面凹陷形成,导流槽还连通通气孔和侧面。导流槽的槽宽为3-5mm,槽深为1-5mm。支撑杆包括立柱和限位柱,立柱与炉体固定连接并与炉体开口方向相平行,限位柱与立柱垂直连接,多个限位柱支撑托盘。炉体包括外壳、内壳、保温加热层,内壳设于外壳内,保温加热层设于内壳和外壳之间
工作过程
通气装置包括进气盘管、通气导管、以及向收容空间输入气体的多个中一气孔,进气盘管设于内壳底部,其一端与外部渗氮气体输送设备相通,通气导管一端与收容空间相连通,另一端与外部环境相连通,多个一气孔沿进气盘管均匀贯穿设置。
冷却装置包括冷却盘管和向收容空间排放冷气的多个二气孔,冷却盘管螺旋状围绕物料架,多个二气孔沿冷却盘管均匀设置,二气孔开口方向朝向物料架。
技术优势
1、通过设置通气孔和连接槽,使得进入炉体的气体可以快速包围需氮化的工件,同时增加托盘表面积,减少加热冷却的时间;
2、通过设置连接槽,使得进入炉体的气体可以在连接槽的导流作用下,形成稳定气流;
3、通过将连接槽设置于托盘的底面,使得从炉体底部进入的活性氮能通过连接槽的导流迅速进入通气孔中;
4、通过设置限位柱,使得托盘可根据需氮化的工件尺寸自行设置。
氮化炉工作原理
工作温度:硬氮化工作温度一般在480℃到550℃之间,常用温度在490℃到530℃,注意:活性氮的存活周期很短,如果没有被工件吸附,会很快结合生成氮气,失去活性。氮气没有任何渗氮能力。炉内气氛组成:NH3、N2、H2。辨析:KN越大,气氛的渗氮能力越强。观点:KN与氮势没有严格的对应关系,KN高,渗氮能力不一定就强。比如氮化炉内氨气很多,裂解的氨气很少,虽然KN很高,但实际可用的活性氮较少,渗氮能力反而不强。
NH3=N+3/2H2的意思是:1体积氮气和3体积氢气在高温高压催化剂条件下生成2体积氨气,其中的N为活性氮,起到渗氮作用。在同一个KN下,靠纯氨气分解形成的气氛与用氨气和裂解氨气混合而成的气氛是完全不同的。
渗氮前的气体氮化炉必须是先经过正火或调质处理过的工件,先用汽油和酒精擦洗气体氮化炉工件表面,不得有锈斑、油污、脏物存在。装入炉内后,对称拧紧炉盖压紧螺栓。将炉罐和炉盖进水口通入冷却水进行循环水冷。气体氮化炉炉盖上管道冷却水下端为进水,上端为出水,炉罐单独进水,单独排水,炉盖所有水管可按低进高出原则串联,由一个口进水,一个口排水。气体氮化炉升温前应先送氮气排气,排气时流量应比使用时大一倍以上。
排气10分钟后,将控温仪表设定到150℃,自动加热开关拨向开,气体氮化炉边排气边加热150℃保持2h排气,再将控温仪表设定到530℃,把氨气流量调小,保持炉内正压,排气口有较小气流向上的压力,当炉温升到530℃时,恒温恒流渗氮3-20h,再将氨气
压力调大一点,让排气维持适中压力,渗氮4-70h, 再将氨气压力调小,退氮1-2h,切断电源,给少量氨气。
氮化处理生产应用
在实际生产中,通常采用氮化炉对金属工件进行氮化热处理加工。升温过程中把氨气瓶中的氨气经过减压阀,通过氨柜(氨气干燥柜)通入氮化炉内。当氮化炉内达到要求温度时,氮化过程就进入了保温阶段。根据氮化工艺规范,调节氨气流量,保持温度和分解率的正确和稳定。保温结束、停电降温时,必须继续通氨气,保持炉罐有一定的正压,防止空气进入使零件表面产生氧化色。对于一般零件,当罐内温度降到450℃以下时,可将炉门打开加速冷却。对变形要求较严的零件,可随炉冷却。
氮化处理共有三个过程
(1)随着温度的升高,氨的分解程度加大,生成活性氮原子;
(2)钢表面吸收氮原子,先溶解形成饱和固溶体,然后再形成氮化物;
(3)氮从表面饱和层向钢内层深处进行扩散,形成一定深度的氮化层。
传统的氮化炉在零件氮化过程中,将需氮化处理的工件放入物料架中以集中氮化。但在大批量密集工件氮化时常因需氮化处理的工件大量放置于物料架上,干扰进入炉体体内的氮气流动,氮气分布不均匀,导致出现氮化不均匀,影响工件的质量,且氮化处理过程中加温冷却时间长,影响生产效率。
上一篇:台车式退火炉构造、加热技能、热度会影响加工品质
下一篇:__
相关新闻
相关产品
|









")